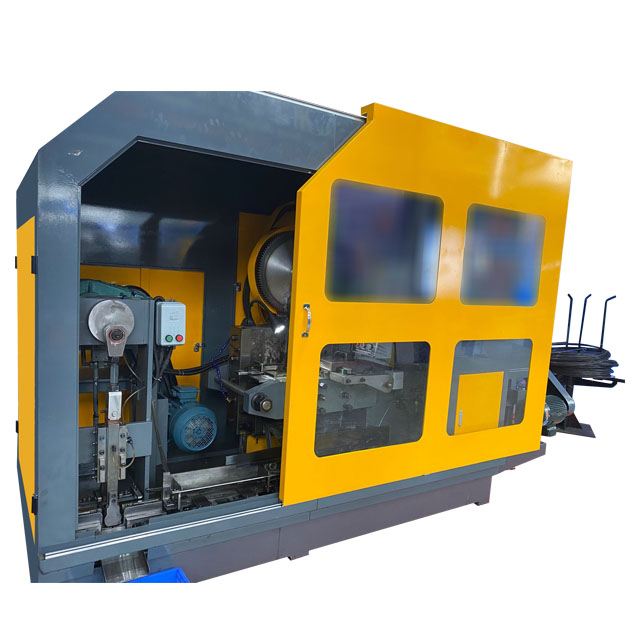
Устройство для формования болтов Ronen®3 Die 3 формирует заготовку болта в три этапа: первая матрица растягивает проволоку, вторая формирует головку, а третья матрица обрезает лишние части. После установки размеров формы машина начнет работать автоматически, что является ключевым преимуществом, помогающим производителям повысить эффективность производства и обеспечить стабильное качество болтов.
В машине для изготовления болтов с 3 матрицами и 3 станциями используются три комплекта форм и три последовательные рабочие станции для холодной экструзии металлической проволоки в заготовки болтов. Скорость умеренная, подойдет для фабрик со средними заказами и тех, у которых есть особые требования к качеству.
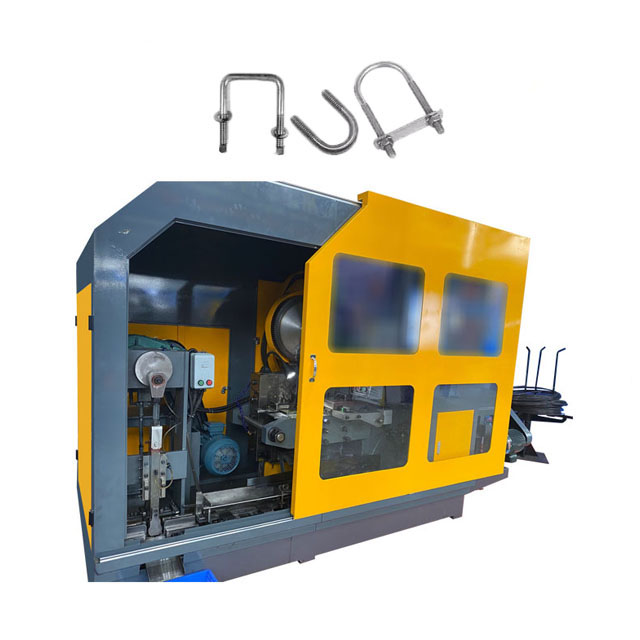
Машина для формования болтов с 3 матрицами и 3 станциями — это машина для холодной высадки, которая формирует головки болтов посредством трех различных процессов. Вырезанные заготовки из проволоки последовательно транспортируются через три разные формы. На каждой станции определенный пуансон воздействует на заготовку, постепенно направляя ее и придавая ей форму. Трехэтапный процесс позволяет производить головки болтов полной структуры и хорошей формы.
На первой станции станка для изготовления болтов с 3 матрицами и 3 станциями вырезанные заготовки прижимаются пуансоном. Это первоначальное прессование инициирует процесс высадки, собирая металл на одном конце заготовки. Он формирует базовую круглую сборную форму, подготавливая ее к более точному формованию на последующих станциях. Этот этап имеет решающее значение для нормального течения металла.
Третья и последняя станция формирователя болтов — это место, где пуансон для тонкой обработки заставляет металл полностью заполнить точную полость формы. В результате будет получена готовая головка болта с полными размерами и отличительными характеристиками, такими как полная форма шестиугольной головки или головки с шайбой.
| Модель | Единица | РНБФ-63С | РНБФ-83С | РНБФ-83СЛ | РНБФ-103С | РНБФ-103Л | РНБФ-133С | РНБФ-133СЛ | РНБФ-133Л |
| Станция ковки | НЕТ. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Сила ковки | кгс | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 115.000 | 120.000 |
| Макс. диаметр отсечки | мм | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Макс. длина отрезка | мм | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Скорость вывода | шт/мин | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| ПКОИнсульт | мм | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| КО Инсульт | мм | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Ход главного плунжера | мм | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Мощность главного двигателя | кВт | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Общие размеры. Отрезанный штамп | мм | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Общий размер пуансона | мм | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Общий размер главного кристалла | мм | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Шаг штампа | мм | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Приблизительный вес | Тонна | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Применимый диаметр болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Длина хвостовика заготовки | мм | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| В целом тускнеет | мм | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Особенностью станка для изготовления болтов с 3 матрицами и 3 станциями является то, что формы независимы, а процесс отладки прост. Три комплекта форм устанавливаются отдельно. Если какой-либо из них изнашивается, просто замените его. Давление на каждой рабочей станции можно регулировать индивидуально. Корпус машины не тяжелый, а пол обычной мастерской не нужно делать фундаментом.