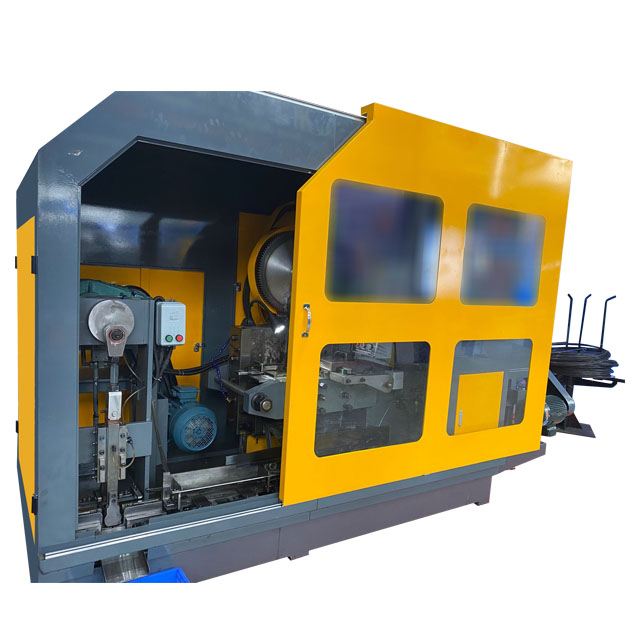
Машина для изготовления заклепки специально разработана для создания различных типов заклепков. Сначала металлическая проволока подается в машину, которая затем разрезана на небольшие участки фиксированной длины. Затем он прижимается через форму, чтобы формировать один или оба конца провода в форму головки заклепки.
Машина для изготовления заклепки специально разработана для создания различных типов заклепков. Сначала металлическая проволока подается в машину, которая затем разрезана на небольшие участки фиксированной длины. Затем он прижимается через форму, чтобы формировать один или оба конца провода в форму головки заклепки.
Параметр продукта (спецификация)
| Модель |
Единица |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Коващая станция |
НЕТ. |
6 | 6 | 6 | 6 | 6 | 6 |
| Через квартиры ореха |
мм |
5,5-12,7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Подходящий шестигранный орех |
ОТ |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Срезанный диаграм |
мм |
11 | 16 | 19 | 24 | 31 | 40 |
| Умирает подача |
мм |
50 | 60 | 80 | 100 | 140 | 165 |
| Коващая сила |
Тонна |
60 | 90 | 135 | 230 | 360 | 450 |
| Главный мотор |
Hp. |
15 | 20 | 50 | 75 | 150 | 200 |
| Смазочный двигатель |
Hp. |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Установлено количество |
НАБОР |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Смазка |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Приблизительный вес |
Тонна |
4.5 | 8 | 14 | 25 | 45 | 72 |
Особенности машины для изготовления заклепки совершенно очевидны. Замена плесени очень удобна. Чтобы сделать разные формы заклепков, просто измените набор плесени. Например, от круглых голов до плоских голов. Воздействие силы этой машины достаточно. Будь то алюминиевые, медные или железные материалы, он может вытеснять обычные головы без какого -либо трещин или деформации.

Детали продукта
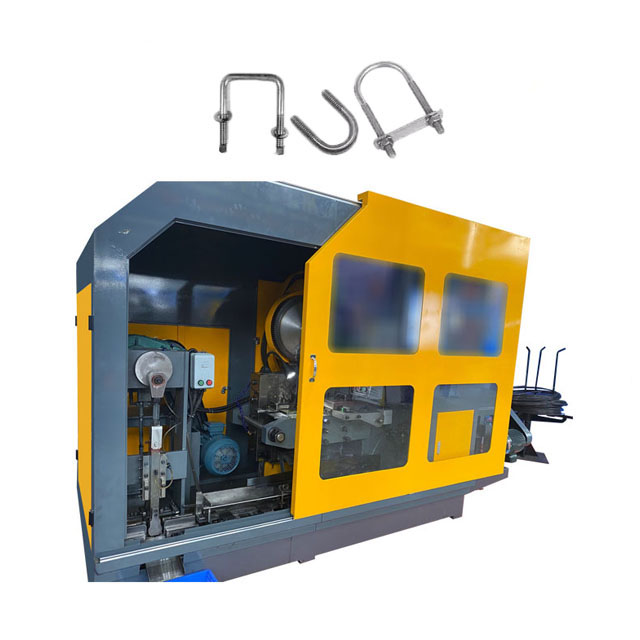
Машина для изготовления заклепки в основном использует процесс холодного заголовка для превращения провода в твердые заклепки. Этот процесс включает в себя кормление провода, выпрямление, разрезая его в точные пробелы, а затем формирование заклепки. Машина использует высокое давление, используя удары для выдавливания и разрезания одного конца пробела в полости формы. Процесс холодного направления заставляет металл сдвигаться, тем самым образуя характерную форму заклепки головки без необходимости нагреть материал.
Машина сначала питает проволочную стержень (обычно изготовленный из стали, алюминия или медного сплава) в механизм выпрямления, чтобы устранить любые изгибы. Затем точная стяжка машина разрезает выпрямленный провод на заготовки определенной длины. Эти однократные заготовки являются сырью перед входом в секцию холодного заголовка (для формирования заклепков), и они имеют решающее значение.
Многие машины, представляющие заклепки, оснащены станцией обрезки сразу после процесса расстройства. Этот шаг может удалить небольшие заусенцы или острые края, образованные на краю новой заклепки (избыток металла выжимал между ударом и кубиком). Обрезка гарантирует, что заклепка имеет четкий контур и постоянный диаметр, что имеет решающее значение для правильной установки и внешнего вида.
 Станок для холодной ковки железных заклепок
Станок для холодной ковки железных заклепок Машина для производства заклепок из нержавеющей стали
Машина для производства заклепок из нержавеющей стали Машина для изготовления железных заклепок
Машина для изготовления железных заклепок Машина для холодной высадки трубчатых заклепок
Машина для холодной высадки трубчатых заклепок Машина для холодной высадки заклепок из средней углеродистой стали
Машина для холодной высадки заклепок из средней углеродистой стали Машина для холодной высадки инструментальной стали, заклепки
Машина для холодной высадки инструментальной стали, заклепки