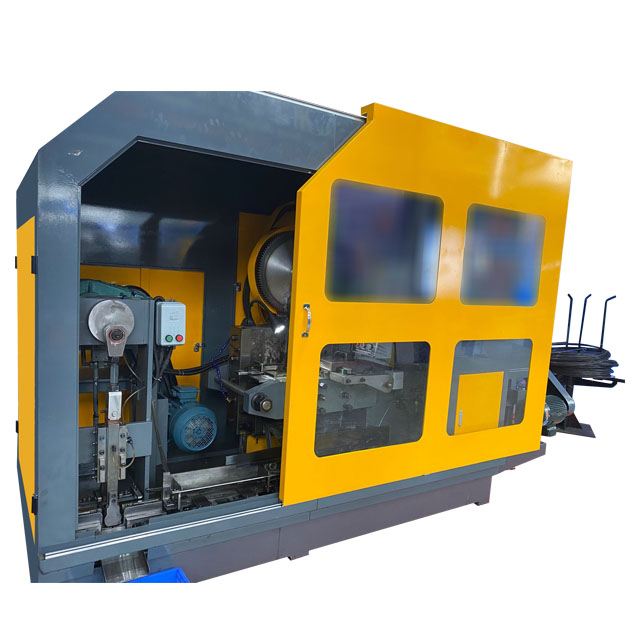
Машина для холодной высадки самосверлящих винтов Ronen® формирует заготовку самосверлящих винтов посредством холодной высадки без необходимости нагрева, что значительно экономит время и затраты производителей. Эта машина производит головки винтов за одну операцию. Все, что вам нужно сделать, это вставить металлическую проволоку в устройство подачи и установить размер винта.
Машина для холодной высадки самосверлящих винтов непосредственно скручивает проволоку в шурупы. Он может формовать металл без нагрева, тем самым непрерывно формируя кончик сверла и резьбу. Этот метод позволяет эффективно производить винты, которые могут самосверлиться при использовании.
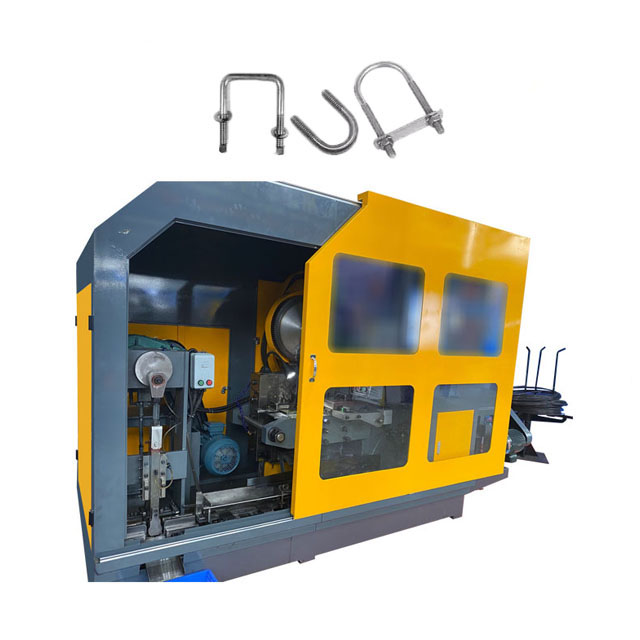
Станок оснащен специализированными инструментами для создания геометрии вершины сверла. Форма кончика сверла имеет решающее значение, поскольку от нее зависит, сможет ли винт эффективно проникать в металл или древесину без предварительно просверленного отверстия. Его работа предполагает загрузку провода и контроль выхода.
Использование машины для холодной высадки самосверлящих винтов для изготовления самосверлящих винтов может повысить прочность металла. Технология холодной обработки делает стержень винта и наконечник сверла более упругими, чем полученные при механической обработке. Он может работать непрерывно, превращая проволоку в готовую продукцию, а именно самосверлящие винты по индивидуальному заказу.
Использование машины объединяет несколько этапов в один. Нет необходимости сначала изготавливать винты, а затем отдельно добавлять наконечники сверл. Вместо этого полный самосверлящий винт может быть изготовлен от начала до конца посредством автоматизированного процесса. Он может образовывать сложные и замысловатые формы. Эта машина использует несколько формовочных станций для постепенного создания канавок и кончика сверла.
| Модель | Х15-30Г | Х15-37Г | Х15-50Г | Х15-63Г | Х15-76Г | Х15-100Г | З32Г-51 |
| Главный двигатель кВт (4 л.с.) | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Диаметр (мм) | 2,3-5 | 2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
2,3-5 |
| Длина (мм) | 6-30 | 6-37 | 6-50 | 6-63 | 6-76 | 75-100 | Макс.15 |
| Основная матрица (мм) | Φ34,5*50 | Φ34,5*55 |
Φ34,5*67 |
Φ34,5*80 |
Φ34,5*100 |
Φ34,5*115 |
|
| 1-й пуансон (мм) | Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
|
| 2-й пуансон (мм) | Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
Φ31*73 |
|
| Режущий штамп (мм) | Φ19*35 | Φ19*35 |
Φ19*35 |
Φ19*35 |
Φ19*35 |
Φ19*35 |
|
| Резак (мм) | 10*32*63 | 10*32*63 |
10*32*63 |
10*32*63 |
10*32*63 |
10*32*63 |
|
| Скорость (шт./мин.) | 260-300 | 190-215 | 180-195 | 130-150 | 120-135 | 85-100 | Макс.900 регулируемый |
| Вес (кг) | 2300 |
2300 |
2300 |
2300 |
2300 |
2300 |
4200 |

Основным преимуществом станка для холодной высадки самосверлящих шнеков является то, что он может производить «хвост сверла» самосверлящего шурупа за одну операцию, без необходимости отдельной обработки. Головка сверла и головка концентричны, и винт не будет скручиваться при затягивании. Кроме того, холодногнутые винты обладают высокой прочностью, а часть головки сверла с меньшей вероятностью сломается.