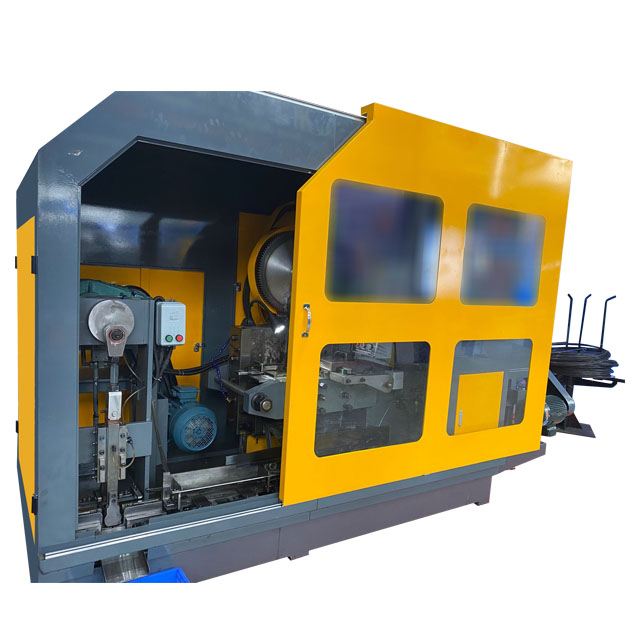



Поставщик Ronen® предоставляет формовочный станок для болтов с 4 матрицами и 4 станциями, который формирует заготовку болта в четыре этапа: первый этап — обрезание проволоки, второй этап — растягивание заготовки, третий этап — придание формы головке болта, а четвертый этап — обрезка лишних частей. Нет необходимости перемещать сырье.
В машине для изготовления болтов с 4 матрицами и 4 станциями используются четыре отдельные станции и соответствующие формы для холодной штамповки металлической проволоки в заготовки болтов. Он производит болты, проталкивая металл через четыре стадии формовки. Металлическая проволока входит с одного конца, разрезается и затем проходит через каждую рабочую станцию.
Поместите рулон проволоки в форму для болтов, и можно начинать процесс формовки. Машина автоматически отрезает кусок проволоки и подает ее на четыре станции. При каждой остановке инструмент давит на металл, меняя его форму и превращая простую проволоку в сложный болт.
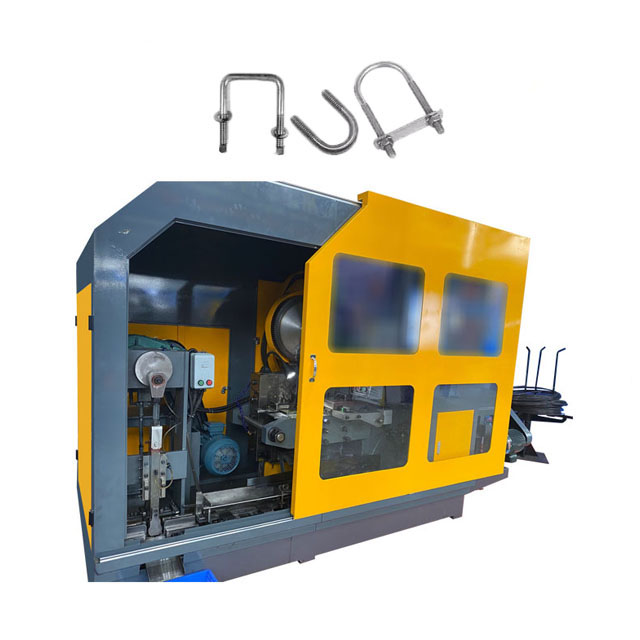
В станке для изготовления болтов с 4 матрицами и 4 станциями используется процесс холодной ковки, позволяющий придавать металлу форму без необходимости нагрева. Поскольку внутренняя структура металла сжимается и меняет форму, это приводит к более прочному конечному продукту. Крепления, изготовленные таким способом, чрезвычайно прочны и долговечны.
Одним из ключевых компонентов болтообразователя является передаточный палец. Этот компонент захватывает незавершенные болты и точно перемещает их с одной станции на другую. Если этот механизм не выровнен должным образом, болты не будут сформированы правильно. Его технологический процесс является прогрессивным. Первая станция может начать формирование головки, следующая станция завершает формирование головки, третья станция обрабатывает наконечник, а последняя станция начинает обработку резьбы.
| Модель | Единица | РНБП-65С | РНБП-85С | РНБП-105С | РНБП-135Л | РНБП-135Л | РНБП-135ЛЛ | РНБП-165С |
| Станция ковки | НЕТ. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Сила ковки | кгс | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Макс. диаметр отсечки | мм | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Макс. длина отрезка | мм | 105 | 115 | 135 | 185 | 190 | 265 | 190 |
| Скорость вывода | шт/мин | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| П.К.О. Гладить | мм | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| К.О. Гладить | мм | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Ход главного плунжера | мм | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Мощность главного двигателя | кВт | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| В целом тускнеет. отрезанного штампа | мм | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100л |
| В целом тускнеет. пуансона | мм | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115л |
Ø60x130L |
Ø60x229л |
Ø75x185л |
| В целом тускнеет. главного штампа | мм | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Шаг штампа | мм | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Прибл. масса | Тонна | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Применимый диаметр болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Длина хвостовика заготовки | мм | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| В целом тускнеет | мм | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |

Особенностью станка для изготовления болтов с 4 матрицами и 4 станциями является то, что рабочие станции хорошо скоординированы, а замена формы происходит быстро. Движения четырех рабочих станций точно координируются посредством механической связи. Как только предыдущая рабочая станция завершает обработку, заготовка автоматически перемещается к следующей без какого-либо смещения или застревания.