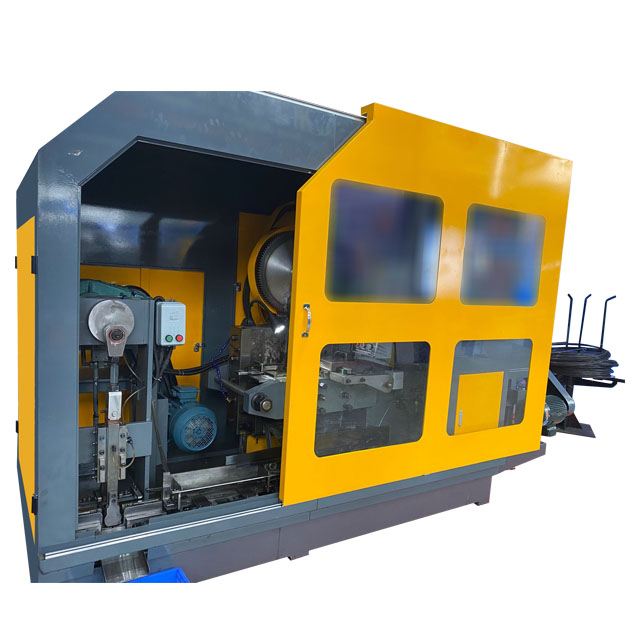





Трехпозиционный станок для холодной ковки Ronen® является важным активом для поставщиков, поскольку он выполняет формование болтов в три этапа холодной ковки: осадка заготовки, придание формы головке и обрезка излишков. Просто загрузите стальную проволоку, настройте станцию, и машина начнет работать автоматически.
Трехстаночный станок для холодной ковки болтов использует метод холодной экструзии для постепенного преобразования металлической проволоки в заготовки болтов на трех разных станциях. На трех рабочих станциях были четко определены обязанности, и конечным продуктом стала заготовка болта с цельной головкой.
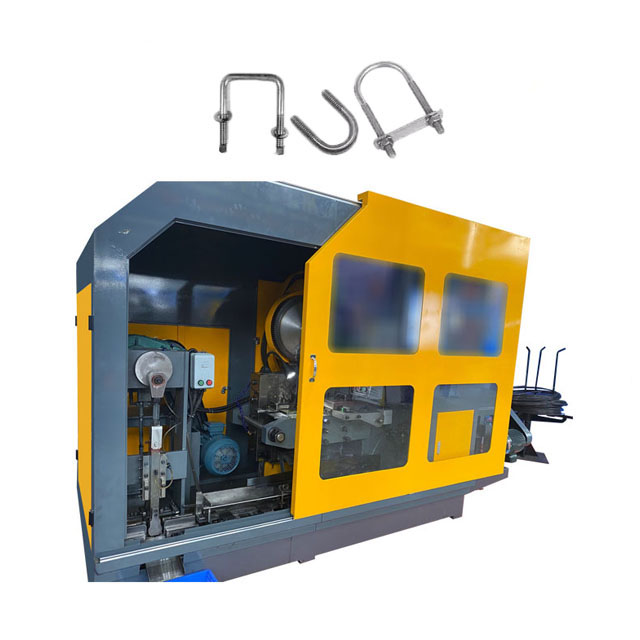
Трехпозиционный станок для холодной ковки болтов представляет собой многостанционный станок для холодной ковки, который формирует головки болтов посредством трех последовательных процессов. Нарезанные заготовки проволоки подаются в три разные формы. На каждой станции пуансон ударяет по заготовке, постепенно проковывая металл и в конечном итоге образуя законченную головку болта. По сравнению со станками с меньшим количеством станций, это позволяет формировать головки болтов более сложной формы.
Сначала подайте проволоку из катушки в трехстанционный станок для холодной ковки болтов. Проволока проходит через выпрямляющее устройство, чтобы убедиться, что она полностью прямая. Затем на отрезной машине его разрезают на заготовки определенной длины. Консистенция заготовок имеет первостепенное значение, поскольку она позволяет обеспечить точное количество металла, необходимое для трех этапов формовки.
На первой станции станка вырезанные заготовки прижимаются пуансоном. Здесь начинается первоначальный процесс высадки, когда металл собирается на одном конце заготовки, чтобы сформировать базовую, грубую предварительно сформированную форму. Этот этап подготавливает к более точному формированию на последующих станциях.
| Модель | Единица | РНБФ-63С | РНБФ-83С | РНБФ-83СЛ | РНБФ-103С | РНБФ-103Л | РНБФ-133С | РНБФ-133СЛ | РНБФ-133Л |
| Станция ковки | НЕТ. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Сила ковки | кгс | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Макс. диаметр отсечки | мм | ø8 | ø10 | ø10 |
ø12 |
ø12 |
ø15 |
ø15 |
ø15 |
| Макс. длина отрезка | мм | 80 | 80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Скорость вывода | шт/мин | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| П.К.П.Инсульт | мм | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| КО Инсульт | мм | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Ход главного плунжера | мм | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Мощность главного двигателя | кВт | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Общие размеры. Отрезанный штамп | мм | ø30x45L | ø35x50L |
ø35x50L |
ø45x59L |
ø45x59L |
ø63x69L |
ø63x69L |
ø63x69L |
| Общий размер пуансона | мм | ø40x90L |
ø45x90L |
ø45x125L |
ø53x115L |
ø53x115L |
ø60x130L |
ø60x130L |
ø60x229L |
| Общий размер главного кристалла | мм | ø50x85L |
ø60x85L |
ø60x130L |
ø75x135L |
ø75x185L |
ø86x135L |
ø86x190L |
ø86x305L |
| Шаг штампа | мм | 60 | 70 | 70 | 90 | 94 | 110 |
110 |
110 |
| Приблизительный вес | Тонна | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Применимый диаметр болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 8-12,7 | 8-12,7 |
| Длина хвостовика заготовки | мм | 10-65 | 10-65 | 15-90 | 15-100 | 20-152 | 20-100 | 20-160 | 50-220 |
| В целом тускнеет | мм | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |
Особенностью трехпозиционного станка для холодной ковки болтов является то, что его рабочее положение регулируется и обладает высокой адаптируемостью. Давление, оказываемое на каждую рабочую станцию, и положение формы можно регулировать независимо. Пресс-форма разъемного типа и не требует полной замены, что позволяет экономить стоимость пресс-формы.