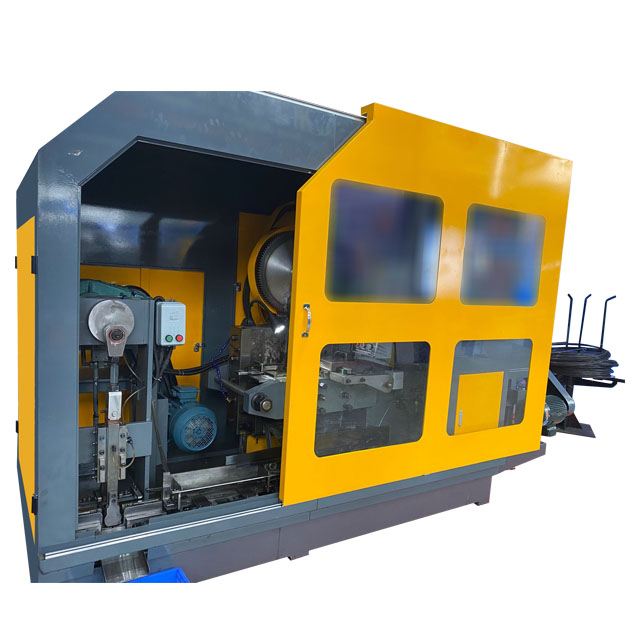



Ronen® – ключевой поставщик – 5-позиционный станок для холодной ковки болтов формирует заготовки болтов посредством пяти этапов холодной обработки: резка проволоки, высадка, формовка головки, обрезка и шлифование вала. Просто вставьте проволоку в механизм подачи, настройте его, и он начнет работать автоматически.
5-станционная машина для холодной ковки болтов преобразует металлическую проволоку в заготовки болтов посредством пяти последовательных станций холодной экструзии. Была изготовлена заготовка затвора со всей прикрепленной головкой и хвостовиком. Затем это можно использовать для последующих операций обработки потоков.
Пять станций болтоформовочной машины имеют четко определенные задачи: Станция 1 режет проволоку и выдавливает небольшие выступы (начальную форму головки); Станция 2 предварительно напрягает голову, чтобы сделать форму более четкой; Станция 3 обрабатывает штоковую часть (например, выдавливание редукции или ступеней); Станция 4 мелко прижимает детали головы; Станция 5 завершает формирование стержневой части и головки. Весь процесс не требует нагрева; проводится непосредственно в холодном состоянии.
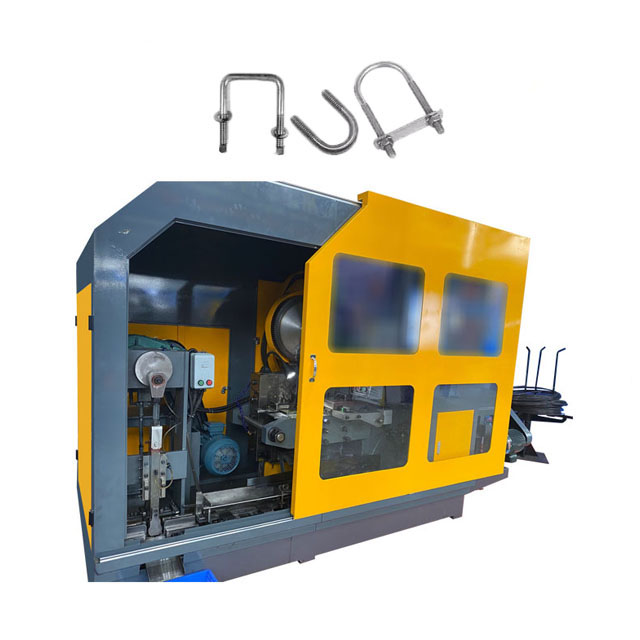
Машина может формовать металлическую проволоку без необходимости нагрева. Автоматизированное оборудование сначала вытягивает металлическую проволоку, разрезает ее на нужные длины, а затем последовательно транспортирует на пять различных станций обработки. Каждая станция выполняет определенные операции, такие как придание формы головке или вставка части стержня, в конечном итоге формируя болт.
Основное внимание в техническом обслуживании 5-позиционной машины для холодной ковки болтов уделяется механизму транспортировки и формам. Механизм перемещения заготовок болтов между станциями должен быть точным, а состояние износа ковочных форм необходимо проверять, чтобы гарантировать соответствие болтов техническим характеристикам.
Особенностью станка для холодной ковки с 5 станциями является то, что он имеет комплексные функции станции и легко адаптируется к различным материалам. Положение 1–2 предназначено для головки трубы, а положение 3–5 – для тела трубы. Он может работать с болтами начиная с простых круглых головок и заканчивая ступенчатыми. Давление, прикладываемое к каждой рабочей станции, можно регулировать независимо, что не приведет к растрескиванию проволоки.
| Модель | Единица | РНБП-65С | РНБП-85С |
РНБП-105С |
РНБП-135Л |
РНБП-135Л |
РНБП-135ЛЛ |
РНБП-165С |
| Станция ковки | НЕТ. | 5 | 5 | 5 | 5 | 5 | 5 | 5 |
| Сила ковки | кгс | 45.000 | 80.000 | 90.000 | 90.000 | 130.000 | 135.000 | 220.000 |
| Макс. диаметр отсечки | мм | Ø8 | Ø10 |
Ø15 |
Ø15 |
Ø16 |
Ø16 |
Ø23 |
| Макс. длина отрезка | мм | 105 | 115 | 135 | 185 | 195 | 265 | 190 |
| Скорость вывода | шт/мин | 100-160 | 90-145 | 85-130 | 70-120 | 60-100 | 40-70 | 55-95 |
| Р.К.О. Гладить | мм | 45 | 25 | 35 | 40 | 45 | 60 | 45 |
| К.О. Гладить | мм | 90 | 92 | 118 | 160 | 175 | 225 | 178 |
| Ход главного плунжера | мм | 136 | 160 | 190 | 262 | 270 | 380 | 274 |
| Мощность главного двигателя | кВт | 15 | 22 | 30 | 30 | 37 | 45 | 55 |
| В целом тускнеет. отрезанного штампа | мм | Ø30x45L | Ø50x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø58x69L |
Ø75x100л |
| В целом тускнеет. пуансона | мм | Ø40x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x30L |
Ø60x229L |
Ø75x185L |
| В целом тускнеет. главного штампа | мм | Ø50x110L |
Ø60x130L |
Ø75x135L |
Ø75x185К |
Ø86x190L |
Ø86x305L |
Ø108x200L |
| Шаг штампа | мм | 60 | 80 | 90 | 94 | 110 | 110 | 129 |
| Прибл. масса | Тонна | 10 | 17 | 20 | 24 | 31 | 38 | 52 |
| Применимый диаметр болта | мм | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 | 10-16 |
| Длина хвостовика заготовки | мм | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 | 20-160 |
| В целом тускнеет | мм | 5500*3300*2400 | 6500*3500*2500 | 7400*3700*2800 | 9000*3800*2900 | 10000*4000*2900 | 11800*4100*3200 | 12600*5100*2800 |