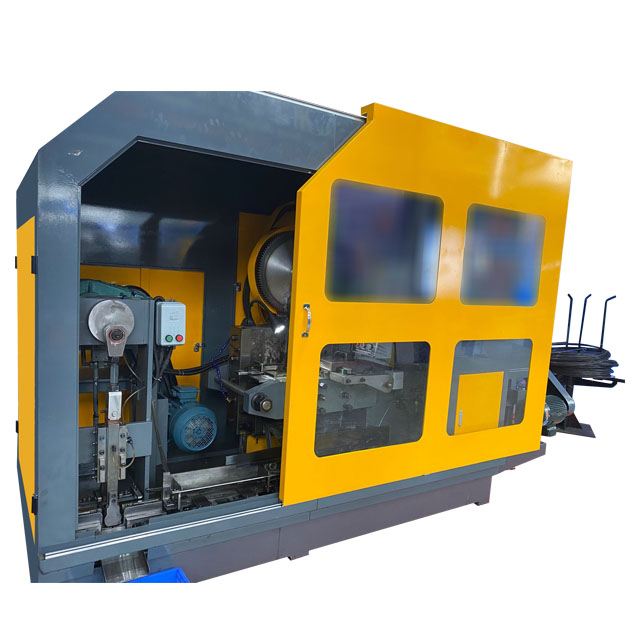



Производитель Ronen® производит автоматическую машину для изготовления болтов с 4 матрицами и 4 выдувными устройствами, которая формирует заготовки болтов с помощью четырех этапов формования и четырех процессов ковки: резка проволоки, высадка, формование головки, окончательная обрезка. Операторам нужны лишь периодические проверки выходных данных, а не постоянный контроль.
Автоматическая машина для изготовления болтов с 4 матрицами и 4 выдувами использует четыре комплекта форм и четыре последовательных процесса штамповки для автоматического преобразования металлической проволоки в заготовки болтов. Во время производственного процесса вмешательство рабочих не требуется. Машины завершат весь процесс самостоятельно.
Машина для изготовления болтов перерабатывает металлическую проволоку в болты в четыре этапа. Он отрезает кусок металлической проволоки и затем подает ее на четыре станции. На каждой станции пуансон будет сжимать металлическую проволоку, образуя различные части болта, такие как головка болта или кончик болта. В итоге получается готовый болт.
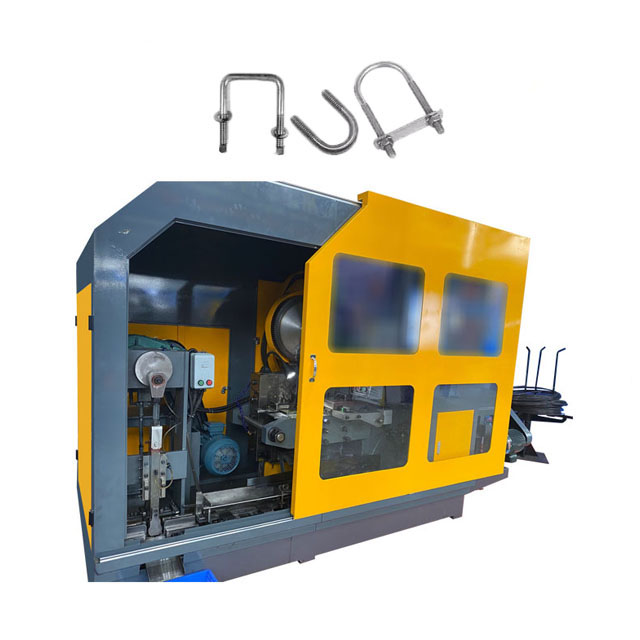
Поместите моток стальной проволоки в автоматическую машину для изготовления болтов с 4 матрицами и 4 выдувными головками. Во время обработки машина сначала выпрямляет стальную проволоку, затем разрезает ее на заданные длины и, наконец, посредством непрерывной обработки формирует ее для изготовления готовых болтов. Этот автоматизированный процесс предназначен для эффективного производства большого количества болтов. Этот процесс объединяет то, что раньше было несколькими отдельными этапами, в непрерывную операцию на одной машине.
Машина для изготовления болтов будет напрямую подавать материал. Первая матрица перерезает проволоку и формирует первоначальную форму головки. Второй штамп формирует голову более четко (например, края шестиугольной головки). Третья матрица обрабатывает стержневую часть (простые шаги или уменьшение диаметра). Четвертая матрица обрабатывает головку и стержневую часть, и, наконец, готовая заготовка автоматически отправляется наружу.
| Модель | Единица | ДБФ-64С | ДБФ-64СЛ |
ДБФ-84С |
ДБФ-104С |
ДБФ-104Л |
ДБФ-134Л |
ДБФ-134Л |
| Станция ковки | НЕТ. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Сила ковки | кгс | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Макс.диаметр отсечки. | мм | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Макс. длина отрезка | мм | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Скорость вывода | шт/мин | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| ПКОИнсульт | мм | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| КО Инсульт | мм | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Ход главного плунжера | мм | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Мощность главного двигателя | кВт | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Общие размеры. Отрезанный штамп | мм | Φ30*45л | Φ30*45л |
Φ50*50л |
Φ45*59л |
Φ45*59л |
Φ63*69Л |
Φ63*69Л |
| Общий размер пуансона | мм | Φ40*90л |
Φ40*90л |
Φ45*125л |
Φ53*115л |
Φ53*115л |
Φ60*130л |
Φ60*229л |
| Общий размер главного кристалла | мм | Φ50*85л |
Φ50*110л |
Φ60*130л |
Φ75*135л |
Φ75*185л |
Φ86*190л |
Φ86*305л |
| Шаг штампа | мм | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Приблизительный вес | Тонна | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Применимый диаметр болта | мм | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12,7 | 8-12,7 |
| Длина хвостовика заготовки | мм | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| В целом тускнеет. | мм | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Преимуществом автоматической машины для изготовления болтов с 4 матрицами и 4 выдувными механизмами является «полностью автоматическая + формовка четырех форм». Это очень эффективно и экономит трудозатраты. С точки зрения технологических эффектов, процесс с четырьмя формами и четырьмя выдувами может производить продукцию с более высокой точностью, чем процесс с двумя формами и двумя выдувами, благодаря более точному контролю формования. Дуговой переход головки болта с круглой головкой равномерный и непрерывный без явных отклонений; Шестиугольная структура болта с шестигранной головкой хорошо симметрична, а погрешность размеров каждой стороны можно контролировать. Нет необходимости в последующем измельчении, а процент отходов ниже.